基本型干粉砂浆生产线 构建现代建筑基石的高效方案
在当今快速发展的建筑行业中,干粉砂浆作为一种预拌、高品质的建筑材料,因其性能稳定、施工便捷、环保高效等优点,已广泛应用于砌筑、抹灰、地面找平及保温装饰等工程领域。支撑其规模化、标准化生产的核心,便是基本型干粉砂浆生产线。本文将对基本型干粉砂浆生产线进行系统介绍,涵盖其核心构成、工艺流程、关键设备及优势特点。
一、 核心构成与工艺流程
一条标准的基本型干粉砂浆生产线,通常由以下几个核心系统模块构成,并遵循严谨的工艺流程:
- 原料储存与上料系统:这是生产线的起点。主要原料(如水泥、粉煤灰、石英砂等)通过散装罐车或袋装方式运送至厂区,并分别储存于大型筒仓或原料库中。上料时,通过斗式提升机、螺旋输送机或气力输送装置,将各类原料精准输送至后续工序。
- 计量配料系统:这是保证产品配方精确性的关键环节。系统采用高精度传感器和电脑控制,按照预设配方,对水泥、掺合料、骨料(砂)及添加剂(如纤维素醚、可再分散乳胶粉等)进行动态或静态精确称量。
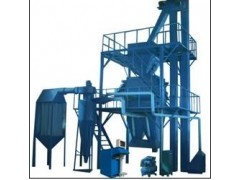
- 混合搅拌系统:这是生产线的“心脏”。计量好的各种原料被送入高效的无重力双轴桨叶混合机或螺带混合机中。在搅拌主机内,通过高速、高效的混合,使微量添加剂均匀分散于骨料和胶凝材料中,确保成品砂浆各组分高度均质,性能一致。混合时间、速度均可精准控制。
- 成品储存与包装系统:混合均匀的成品干粉砂浆,通过提升设备送入成品暂存仓。根据市场需求,可通过全自动阀口包装机进行袋装,或直接通过散装运输车进行散装发货,供给大型工地使用。包装系统通常配备除尘装置,确保清洁生产。
- 智能控制系统:现代基本型生产线均配备中央PLC(可编程逻辑控制器)或DCS(分布式控制系统)。它集成了从原料上料、计量、混合到成品出料的全流程自动化控制、配方管理、生产数据记录与故障诊断,是实现高效、稳定生产的“大脑”。
工艺流程可简述为:原料储存 → 精确计量 → 高效混合 → 成品储存/包装 → 质量检测。
二、 关键设备与技术特点
- 高效混合机:采用独特的搅拌叶片设计和筒体结构,实现三维立体混合,混合均匀度高(变异系数CV≤5%),混合时间短(通常90-180秒),能耗低。
- 精密计量秤:采用模块化设计,抗干扰能力强,计量精度高(动态精度可达±0.5%以内),确保每一批次产品都严格符合配方要求。
- 高效的输送设备:根据物料特性(粒径、流动性等)合理选用斗提、螺旋或气力输送,确保物料输送流畅、无残留、无离析。
- 环保除尘系统:在整个生产线的投料、搅拌、包装等易产生粉尘的环节设置脉冲布袋除尘器,有效收集粉尘,回收利用,实现绿色、清洁生产,满足环保要求。
三、 基本型生产线的优势
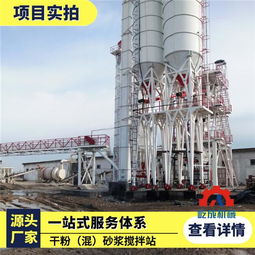
- 投资适中,性价比高:相对于大型全自动塔式生产线,基本型生产线布局紧凑,占地面积相对较小,设备投资成本较低,非常适合中小型投资者或区域型砂浆生产企业起步。
- 自动化程度高:尽管称为“基本型”,但其核心的计量、搅拌、控制环节均已实现自动化,大大减少了人工干预,降低了劳动强度和人為误差,保证了产品质量的稳定性。
- 灵活性强,适应多品种生产:通过控制系统快速切换配方,一条生产线可以灵活生产普通砌筑砂浆、抹灰砂浆、瓷砖胶粘剂、腻子等多种干粉砂浆产品,市场适应能力强。
- 建设周期短,见效快:设备模块化程度高,安装调试相对简便,能够帮助投资者快速建成投产,抢占市场先机。
- 产品质量稳定可靠:精确的计量与高效的混合工艺,从根本上解决了现场拌合砂浆配比随意、质量波动大的问题,为建筑工程提供了性能优异的标准化产品。
四、 应用与发展趋势
基本型干粉砂浆生产线是推广使用预拌干混砂浆的重要基础设施,广泛应用于城市及周边地区的砂浆生产。随着国家对建筑工业化、施工环保化要求的不断提高,以及“禁现”(禁止现场搅拌砂浆)政策的深入推进,其市场需求持续增长。基本型生产线将进一步向智能化(如集成MES生产执行系统)、节能化、柔性化(适应更多特种砂浆生产)方向发展,并与物流调度系统更深度结合,以更高效、更环保的方式服务于现代建筑业。
总而言之,基本型干粉砂浆生产线以其合理的配置、稳定的性能和较高的性价比,已成为干粉砂浆产业中不可或缺的装备基石,为推动建筑材料的升级和施工技术的进步提供了坚实的硬件保障。
如若转载,请注明出处:http://www.jlzyhx.com/product/56.html
更新时间:2026-06-19 14:18:16